锂离子电池极片辊压工艺模拟

来源:mikoWoo LIBLife
工业生产上,锂电池极片一般采用对辊机连续辊压压实,如图1所示,在此过程中,两面涂敷颗粒涂层的极片被送入两辊的间隙中,在轧辊线载荷作用下涂层被压实,从辊缝出来后,极片会发生弹性回弹导致厚度增加。
图1 锂电池极片辊压示意图
电池极片的轧制不同于金属板材的轧制,比如轧钢的过程是一个板材沿纵向延伸和横向宽展的过程,其密度在轧制过程中不发生变化;而电池极片的轧制是一个正负极板上电极粉体材料压实的过程,其目的在于增加正极或负极材料的压实密度。
压实对极片微结构的控制起决定性作用,影响电池的电化学性能。辊压是锂电池极片最常用的压实工艺,相对于其他工艺过程,辊压对极片孔洞结构的改变巨大,而且也会影响导电剂的分布状态,从而影响电池的电化学性能。为了获得最优化的孔洞结构,充分认识和理解辊压压实工艺过程是十分重要的。
文献[1]采用离散元法模拟了锂离子电池极片辊压过程中,微结构的演变过程。离散元是一种与连续介质力学中的finite element method相区别的数值计算方法,主要用来计算大量颗粒在给定条件下如何运动。
单颗粒力学行为
首先,作者采用纳米压痕设备测试了单个颗粒的压缩载荷应力-应变曲线,并采用两种材料本构模型拟合数据:弹塑性模型和Hertz模型,结果如图2所示。从应力-应变曲线确定材料屈服点,屈服点以下材料主要是弹性行为,颗粒形貌基本无变化(图2c),符合Hertz理论;屈服点以上,材料是塑性行为,颗粒发生断裂(图2b),符合弹塑性理论。通过大量实验,拟合了屈服应变与颗粒尺寸的关系(图2d)。
Hertz接触理论是研究两物体因受压相触后产生的局部应力和应变分布规律的学科。1881 年 H.R.赫兹最早研究了玻璃透镜在使它们相互接触的力作用下发生的弹性变形。他假设:
① 接触区发生小变形。
②接触面呈椭圆形。
③相接触的物体可被看作是弹性半空间,接触面上只作用有分布的垂直压力。
图2 单个NMC颗粒纳米压痕测试结果。(a)应力-应变曲线,(b)屈服点以上颗粒形貌,(c)屈服点以下颗粒形貌,(d)屈服应变与颗粒尺寸关系。
辊压工艺模型
然后,把单个颗粒的材料本构关系作为模型输入参数,并采用结合理论模型模拟颗粒之间的粘结性,建立了极片辊压工艺微结构模型。同时,实验测试了四种不同压实率的极片(表1所示),实验结果验证模型的有效性。
辊压工艺示意图如图3所示,极片是三层对称结构,考虑单侧涂层。涂层原始厚度hA,从A点开始进入辊压区,轧辊转动作用下,极片向前被送去轧辊间,涂层在压力作用下被压实,在B点达到最大作用压力,涂层厚度达到最小值hB,随后极片离开辊压区,弹性变形恢复,极片厚度反弹,在C点极片厚度反弹为hC。模型输入材料参数如表2所示。模拟采用开源DEM软件LIGGGHTS。
图3 极片辊压工艺模型示意图
未辊压及四种不同压实率极片微结构的实验与模型对比如图4所示,辊压前假定颗粒之间没有相互接触,压实过程中孔隙率变小,颗粒之间相互接触,自由比表面积减少。
图4 四种不同压实率极片微结构的实验与模型对比
涂层孔隙率
图5是辊压过程极片涂层孔隙率演变过程,曲线1是加载过程(图3中A到B),随着加载压力增加,孔隙率逐步降低;曲线2是卸载过程(图3中B到C),极片回弹,孔隙率略有升高。模拟的最终孔隙率与实验结果对比如图6所示,同时比较了弹塑性模型和Hertz模型的模拟结果。弹塑性模型结果于实验吻合,而Hertz模型与实验差别很大。因此,弹塑性模型更加准确。
图5 极片辊压加载与卸载过程孔隙率的演变
图6 极片孔隙率模拟与实验对比
厚度反弹
文章还考察了极片回弹,极片厚度回弹率定义为(hC-hB)/hA,结果如图7。压实比较小时,颗粒之间相互接触小,积累的弹性变形少,回弹小。压实增加,弹性变形增加,回弹增大,C2极片回弹最大。继续增加压实,颗粒应变达到屈服点以上,弹性恢复也减小了(与之前认识不同:压实越大回弹越大)。
图7 四种不同压实极片份回弹率
自由比表面积
涂层中颗粒的比表面积是一个重要参数,电极反应大多集中在电极/电解液界面上进行,电极比表面积越大,在相同的表观体积和电解液能够充分润湿的前提下,电极/电解液界面也就越大,电极反应也就越容易进行,极化等也就越小,电极的性能也就越好。辊压工艺模型中,辊压前假定颗粒之间没有接触,辊压后所有颗粒相互接触的面积为(Ac,1+Ac,2+Ac,3+……),因此,辊压后自由比表面积FSAp为
接触面积的变化率定义为
辊压过程,自由比表面积份相对变化如图8所示,在B点压力达到最大,压实率最大,与辊压前比较,自由比表面积最小,其变化率也最大,随后厚度反弹,自由比表面积增加,其变化率降低。随着压实率增加,不管B点还是C点,自由比表面积变化率增加。
图8 四种压实率极片自由比表面积的变化率
颗粒固相的接触与结合
固相颗粒之间相互接触到电子传导,粘结性能影响涂层结合强度。作者考察了辊压模拟微结构中颗粒相互接触。单个颗粒平均接触点数CN定义为模型中所有接触点数目nc与颗粒个数np的比值。
模型中采用结合理论模型表征粘结剂性能,而颗粒结合点的平均断裂数nBB,p定义为模型中所有结合点断裂数目nBB与颗粒个数np的比值。
颗粒接触点数与结合点断裂数如图9所示,随着压实率增加,这两者均会增加。
图9 四种不同压实率下,单个颗粒平均接触点数与结合点断裂数
另外,集流体与颗粒的接触面积比例如图10所示,接触面积越大,界面电阻越小,结合强度可能越高。
图10 四种不同压实率极片集流体与颗粒接触面积比例
总之,这篇文献提供了一种模拟极片辊压过程微结构演变的方法,并从孔隙率,厚度反弹,比表面积,颗粒接触与粘结性断裂等极片性能方向理解和解释辊压工艺的影响。
参考文献
Sangrós Giménez C, Finke B, Schilde C, et al. Numerical simulation of the behavior of lithium-ion battery electrodes during the calendaring process via the discrete element method[J]. Powder Technology. 2019, 349: 1-11
如果本文对你有所帮助,
最新文章
-

平特3尾
刚刚 -

外用治疗消化不良的药物组合物及其制备方法和用途
45秒前 -

所有一句解平特
1分钟前 -
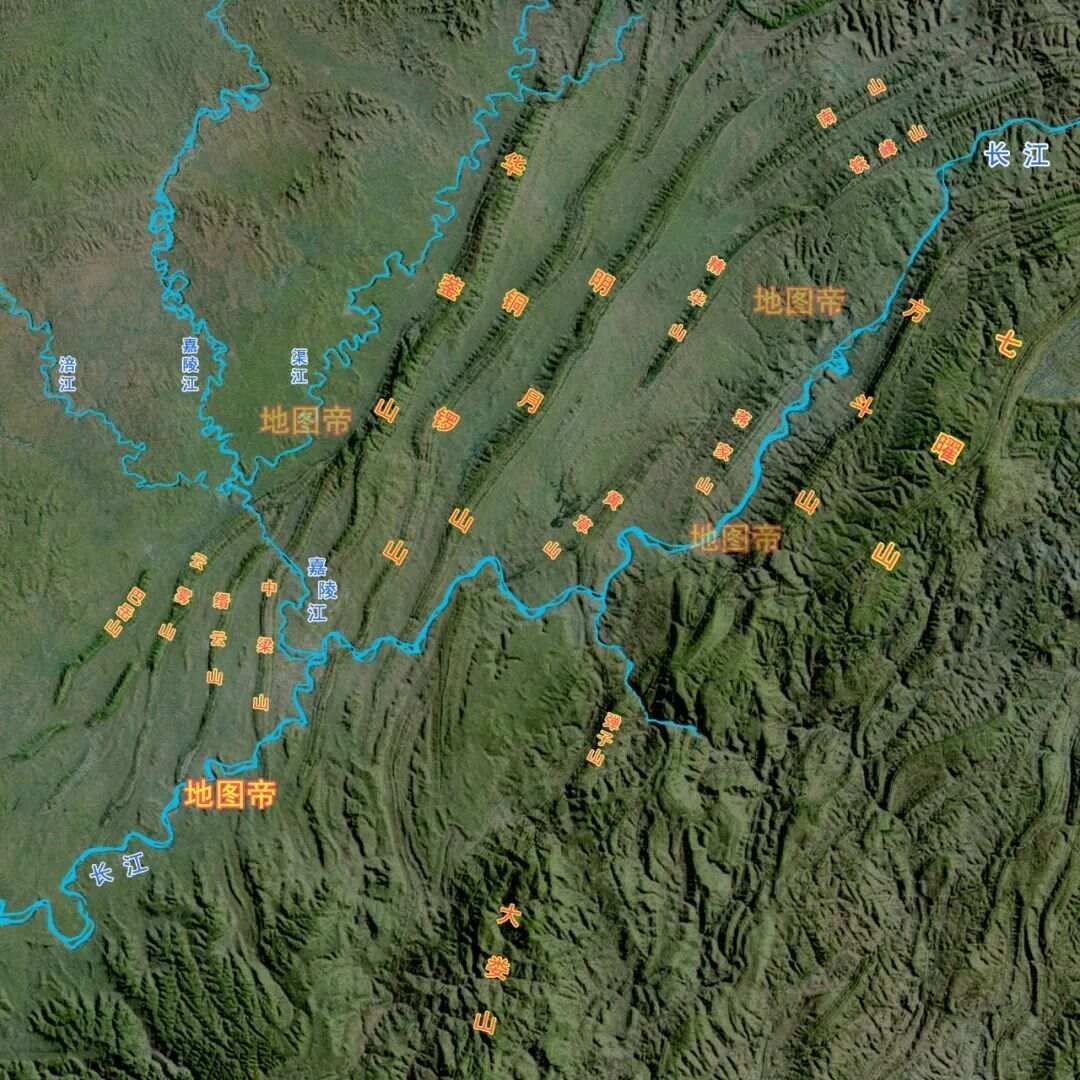
嘉陵江和长江,如何切割川东平行岭谷
1分钟前 -

四川南充警方:17岁男孩跳入嘉陵江,仍在搜寻搜救中
1分钟前 -

人生只赚不亏的“投资”:自己读书,教孩子读书,替后代“立书”
1分钟前 -
十二经络:原穴、络穴、输穴详解
2分钟前 -
苍术:升清气,祛癖囊,宽肠道
2分钟前